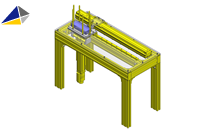
1. 注塑装置
注塑成型机的注塑装置,是通过注塑柱塞或螺杆在机筒内前进,将熔融塑料注入到模具中的装置。
注塑装置的性能是以注射速率(1秒内注射的熔融树脂体积,cm3/s)以及注射速度(柱塞前进速度,mm/s)予以表现。
对于某些超级工程塑料,如果不使用高注射速率的注塑装置,成型产品的质量就会受到影响,反之,也有些品种的塑料更适合用于以低速稳定注射的注塑装置。
可以说,适合使用什么样的注塑装置,与所使用成型材料的种类密切相关。
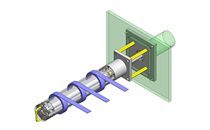
在注塑装置的前端设有喷嘴,喷嘴的尖端通常加工成球状,以确保注塑时能够与模具浇口套的球座紧密接触,防止树脂在注塑时泄漏出来。喷嘴包括开放式喷嘴、关闭式喷嘴、针阀式喷嘴等多种不同种类。
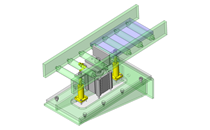
2. 合模装置
合模装置是负责将模具安装在注塑成型机上以及开合模具的装置。为了确保在将熔融塑料注入模具时模具不会打开,必须以高压让模具合拢。通常情况下,注塑机的大小往往是用合模力来表示。例如,就像“合模力为160吨的成型机”这样表述。
合模方法大致可分为如下2种。
1)直压式
2)肘节式
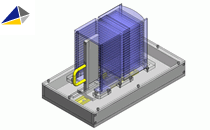
直压式是通过液压缸操作可动压板进行合模的方法。这种方法可以在较大的范围内以恒定的压力对模具进行紧固,适用于投影面积较大的成型产品模具。此外,还具有易于调整模具的锁紧力,即使模具厚度发生变化,安装模具也并不麻烦的优点。
肘节式是利用肘节连杆机构伸缩时的合模力实现合模,在具备开合模速度快、能够有效缩短周期时间的优点的同时,需要针对每个模具分别调整合模力,因此设置所需时间较长。
近来,在某些注塑机上,合模装置上加装了带有传感器的模具保护装置,在达到某一特定的合模工序之前,以低压进行合模,一旦模具夹到异物或流道,保护装置会停止高压合模,以防止模具损坏。
合模装置上通常还设有成型产品顶出装置,脱模杆从活动侧前进并带动模具顶板顶出,从而将成型产品顶出模具。